雙向螺距補償功能
在(zai)數(shu)控(kong)係(xi)統(tong)中(zhong)�,根(gen)據(ju)預(yu)先(xian)設(she)定(ding)的(de)參(can)數(shu)補(bu)償(chang)滾(gun)珠(zhu)絲(si)杠(gang)的(de)螺(luo)距(ju)誤(wu)差(cha)等(deng)引(yin)起(qi)的(de)軸(zhou)進(jin)給(gei)誤(wu)差(cha)��,稱(cheng)作(zuo)螺(luo)距(ju)補(bu)償(chang)��,常(chang)用(yong)的(de)螺(luo)距(ju)補(bu)償(chang)又(you)分(fen)單(dan)向(xiang)及(ji)雙(shuang)向(xiang)螺(luo)距(ju)補(bu)償(chang)兩(liang)種(zhong)方(fang)式(shi)�����,本(ben)次(ci)重(zhong)點(dian)介紹雙向螺距補償方式。
配合激光幹涉儀來對各線性軸的位置��、平行度和垂直度等測量數據�����,在以參考點為基準等分割機械坐標的各分割點設定補償量。
01 功能概述
shuangxiangluojuwuchabuchanggongnengshiweilegailiangluojuwuchabuchanggongneng���,kequbieshedingzhengxiangyidongshiyufuxiangyidongshidebuchangliang��,keanzhaofangxiangzhixingbuchang。yinci����,kejianqingzhengxiangyufuxiangdelujingcha。
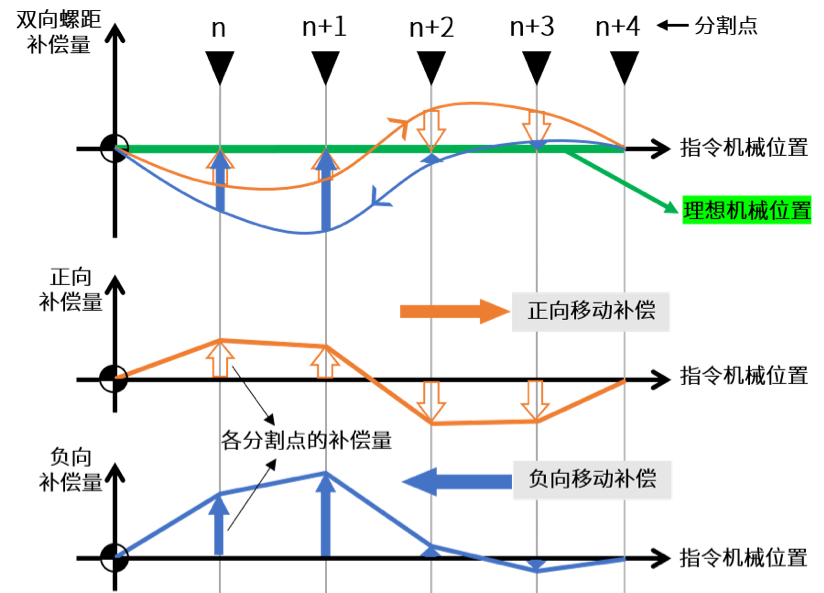
圖1
02 設定方法
2.1 雙向螺距誤差補償的設定
以具有螺距誤差的直線軸為例。
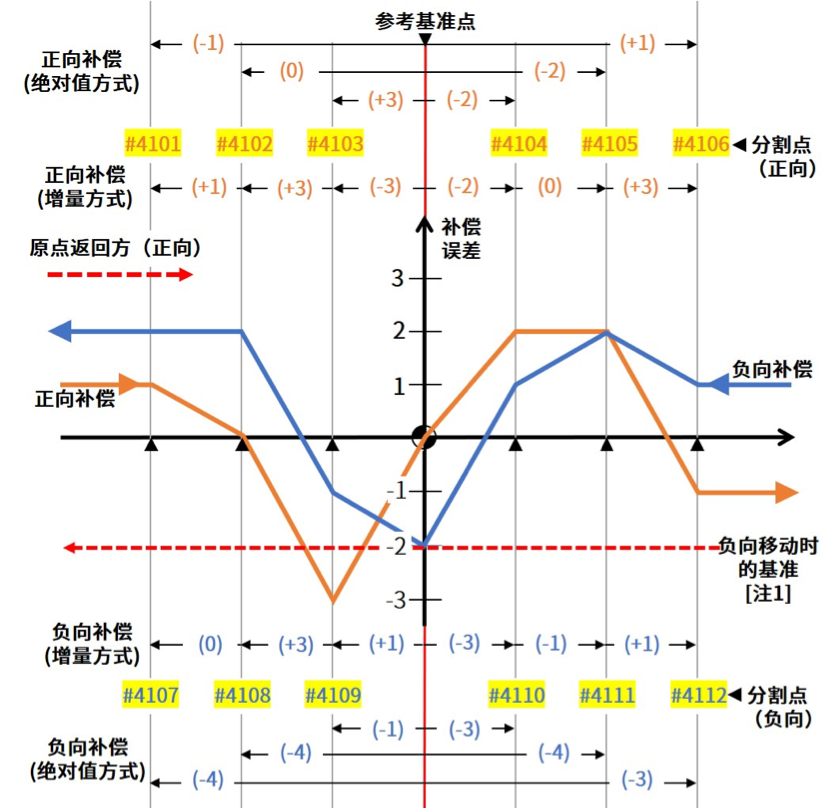
圖2
2.2 設定類型補償參數
1�、 通過參數#4000來選擇絕對值與增量值方式。
2 �、將參數#4008設為「1」���,開啟雙向螺距誤差補償功能。
3�����、參數#4009為正負方向在參考點處的偏差值��,如圖2中 [注1]。
正向原點返回時�����,請設定負向移動中的參考點中的補償量。
負向原點返回時�����,請設定正向移動中的參考點中的補償量。
2.3 確定正負補償範圍及參考點
1���、設定範圍(最負位置的編號#4004~最正位置的編號#4005)。
2����、設定相當於參考點位置的補償數據編號(#4003)。實(shi)際(ji)參(can)考(kao)點(dian)為(wei)基(ji)準(zhun)點(dian)�����,但(dan)它(ta)不(bu)存(cun)在(zai)對(dui)應(ying)的(de)補(bu)償(chang)編(bian)號(hao)����,因(yin)此(ci)設(she)為(wei)一(yi)個(ge)負(fu)側(ce)的(de)編(bian)號(hao)。當(dang)雙(shuang)向(xiang)螺(luo)距(ju)誤(wu)差(cha)補(bu)償(chang)有(you)效(xiao)時(shi)�����,設(she)為(wei)與(yu)正(zheng)向(xiang)移(yi)動(dong)時(shi)的(de)參(can)考(kao)點(dian)位(wei)置(zhi)相(xiang)當(dang)的(de)補(bu)償(chang)數(shu)據(ju)編(bian)號(hao)(上述案例編號為 #4103)。

表1

圖2
2.4 補償編號的分配
1����、正向螺距誤差補償在 #4004~(#4005 + #4004 - 1)/2 的範圍內�、
負向螺距誤差補償在 (#4005 + #4004 + 1)/2~#4005 的範圍內。
2�����、為了使補償點數在正向���、負向的數量相同�����,請設為偶數。
3��、無論正向還是負向��,負向向正向要以連續編號進行分配。
2.5 補償數據的計算設定
【絕對值方式】
參考點至各分割點之間移動時的補償量數據。
(指令機械位置 - 實際機械位置)× 2
【增量值方式】
需區分移動的方向�,所對應的計算方法有差異。
1��、機械位置從參考點移動至正側時��,從分割點 n-1 向分割點 n 移動量為分割間隔時的補償量數據(以參考點為開始的基準點)
(前一分割間隔點位置 - 實際的移動量)× 2
2�����、機械位置從參考點至負側時���,從分割點 n+1 向分割點 n 移動量為分割間隔時的補償量數據(以參考點為開始的基準點)
(前一分割間隔點位置 + 實際的移動量)× 2

表3
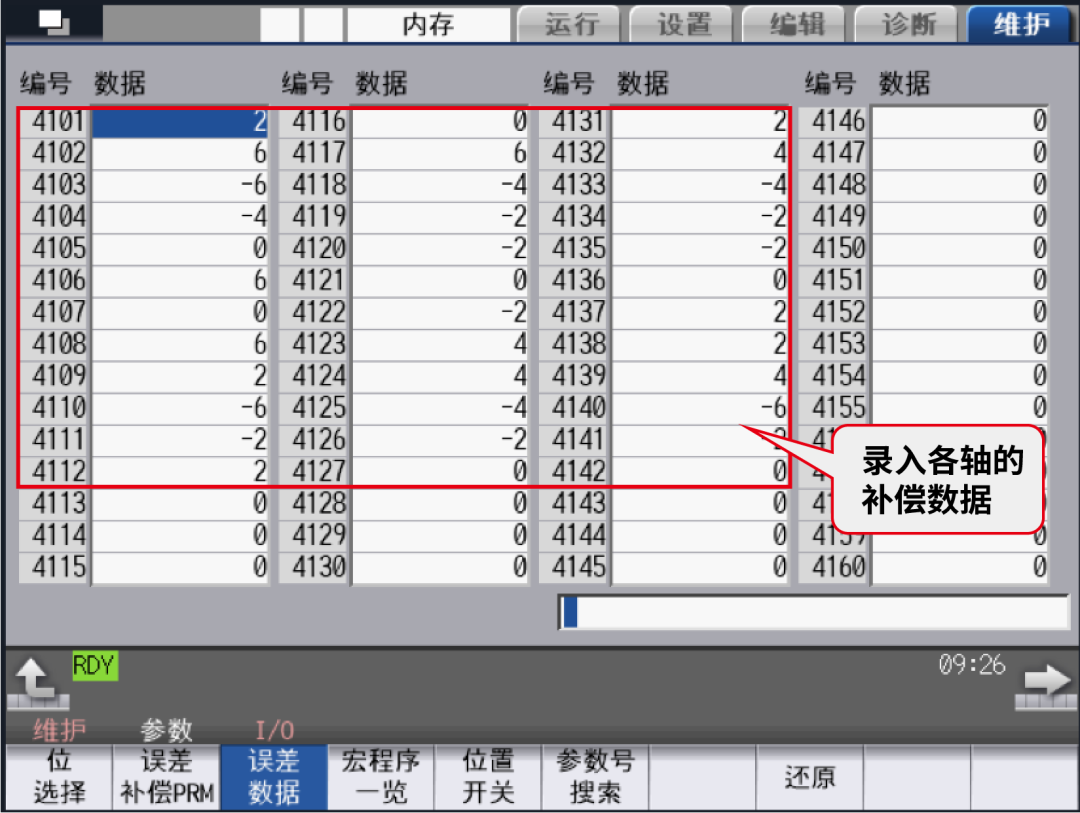
圖4
圖5
03 參數
第一軸補償參數

設定第 2 軸以後為各自對應的第 1 軸的#4001~#4009 的參數。
根據係統不同規格���,最高規格的係統最大支持32個軸�����,後第9~32軸所對應參數不作詳細編寫���,如有需要可谘詢三菱電機公司。
