本文來源:三菱電機自動化中國微信公眾號
功能簡介
此功能是使用變頻器通過模擬接口與主軸電機連接的攻絲�,它允許表1中zhong列lie出chu的de功gong能neng通tong過guo模mo擬ni接jie口kou與yu其qi他ta廠chang家jia的de變bian頻pin器qi設she備bei連lian接jie主zhu軸zhou一yi起qi使shi用yong��,使shi用yong此ci功gong能neng的de最zui大da優you勢shi在zai於yu增zeng加jia了le攻gong絲si的de實shi現xian方fang式shi�����,擴kuo大da了le主zhu軸zhou控kong製zhi的de選xuan擇ze範fan圍wei��,能neng夠gou與yu市shi場chang上shang許xu多duo的de變bian頻pin器qi廠chang家jia設she備bei配pei合he使shi用yong。
一功能使用
要使用此功能�����,需要連接支持控製主軸位置功能的變頻器��,此外還應將“#1295 ext31/bit 6”置1��,打開模擬主軸同期攻絲的功能。

表1 對象功能
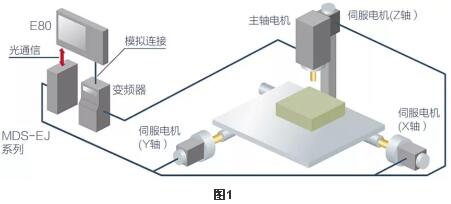
模擬主軸的輸出電壓在-10V到10V之間�����,這取決於主軸的速度與#3001到#3004設定值之比��,圖1為模擬主軸同期攻絲應用在E80雕銑機上的連接圖。
二功能優勢
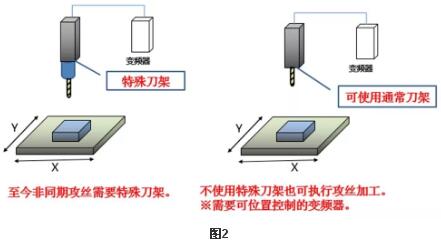
在不使用特殊的刀架情況下�����,也可通過變頻器控製軸執行攻絲加工��,如圖2所示。
三係統參數設定
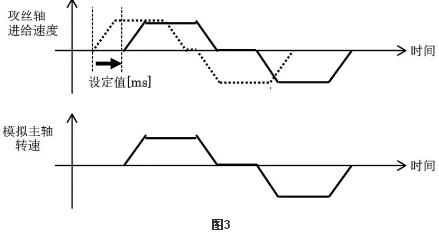
通過參數#11718的設置可以消除攻絲軸和主軸運動之間的時間差�����,從而使得兩者能夠同時開始移動。#11718的參數詳情見表2所示。
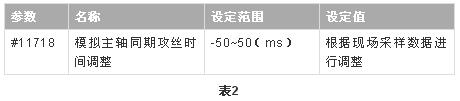
(1)「設定值= 0」時����,不調整時間。
(2)「設定值> 0」時�,延遲攻絲軸的指令開始時間�,延遲時間為設定值�,見圖3所示。
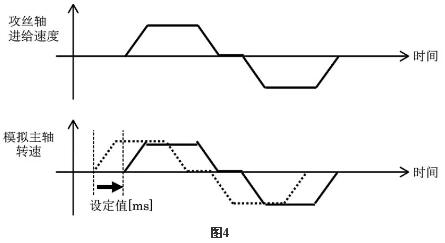
(3)「設定值< 0」時�����,延遲模擬主軸的指令開始時間�,延遲時間為設定值�����,見圖4所示。
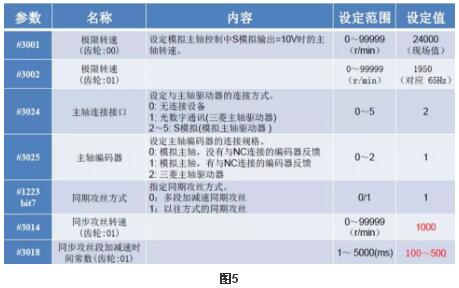
模擬軸攻絲的其他參數設定如下圖5�、圖6所示。

四變頻器設定
變頻器主要功能及設定如圖7所示。

五PLC參數設定
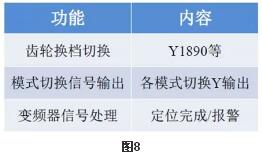
PLC主要對切換�����、攻絲及定位模式進行控製切換���,同時對攻絲模式中進行齒輪換檔(M代碼)等����,PLC的主要信號如圖8所示。
六案例介紹
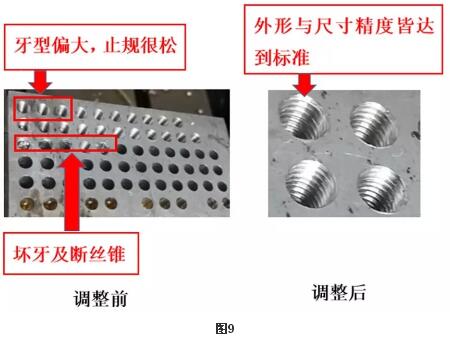
如圖9是客戶使用CH2000變頻器進行的模擬攻絲的圖片��,切削模式���、攻絲模式及定位模式能同時使用���,切換動作均已調試完成���,達到預期效果。
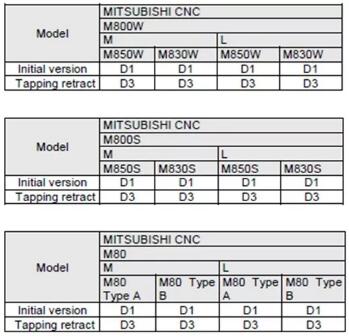
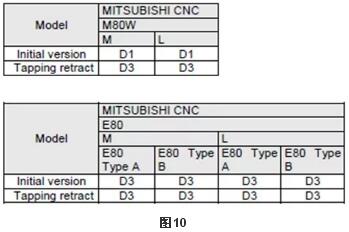
七適用係統
此功能適用的係統及係統的版本如圖10所示。
總 結
剛(gang)性(xing)攻(gong)絲(si)是(shi)數(shu)控(kong)機(ji)床(chuang)不(bu)可(ke)或(huo)缺(que)的(de)一(yi)項(xiang)基(ji)本(ben)功(gong)能(neng)��,一(yi)般(ban)采(cai)用(yong)串(chuan)行(xing)主(zhu)軸(zhou)來(lai)實(shi)現(xian)功(gong)能(neng)����,這(zhe)對(dui)於(yu)采(cai)用(yong)模(mo)擬(ni)主(zhu)軸(zhou)的(de)數(shu)控(kong)機(ji)床(chuang)來(lai)說(shuo)實(shi)現(xian)剛(gang)性(xing)攻(gong)絲(si)本(ben)身(shen)就(jiu)是(shi)一(yi)種(zhong)缺(que)陷(xian)。三(san)菱(ling)電(dian)機(ji)CNCxitongdemonizhuzhoutongqigongsigongnengtongguobuduandewanshan�,nengyouxiaodeyuqitachangjiadebianpinqipeiheshiyong��,jiangdizhizaochengbenbingnenggoushixiankehuyuqidegongyaxiaoguo。